


Overview
A commonly accepted fact is that machines and machine components wear. Managing the result of worn machine componentry constitutes a high component of all maintenance costs. However wear is something that can be managed and therefore so can maintenance costs.Lubrication practices within a plant have a direct effect on plant and equipment reliability. When a lubricant is working effectively in a machine – with no chemical degradation and with limited contamination within it, wear will be reduced and equipment reliability will be improved. The key to achieving a reduction in component wear and an increase in equipment reliability, is an effective and clean average lubrication film thickness – or in order words protecting and maintaining a good lubrication viscosity.
Many companies set out on the pathway to achieve a higher level of equipment reliability and invest in people and technology, as their defined processes require, however the lubrication component of the strategy, is more often than not, low on the appreciation scale and consequently their efforts do not always meet the expectations.
Our experience shows that those companies, who are at World Class or Best in Class levels, focus at great length on the management of their lubrication activities.
What is Lubrication Reliability?
Any investigations conducted today on why bearings fail, will reveal the alarming fact that over 60% of the damages are lubrication related. The bearing is the rotating core of the machine and if we can reduce the lube related failures we will directly improve the equipment reliability, not to mention reducing the bearing consumption
Bearings and other rotating components need a good lube film thickness to separate the metal components and reduce wear; however, generating a good film thickness is a chemically complex mechanism, which is dependent on many factors. For example, degradation of the lube, contamination in the lube, effective replenishment of the lube and no mixing of lubes.
So when the lubrication works in a reliable way, equipment reliability will improve. Meaning a Lubrication Reliability strategy is all about ensuring effective machine lubrication occurs within the machine resulting in reduced wear and failures.
It is all about Lube Film!
Firstly let us talk a little about what causes wear and equipment breakdowns.
SKF has stated that, “bearings can have an infinite life when particles larger than the lubricant film are removed.” Meaning the removal of abrasive particles prevents bearing wear.
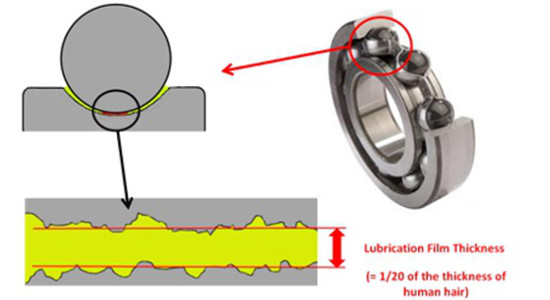
In a bearing with a good average lubrication film thickness, the metal surfaces are separated and the average thickness of this separation or film is very small, in fact it is about one twentieth of the thickness of a strand of human hair. See figure 1
An analogy is that when a 50 micron of hard contaminate, goes through the bearing, it is like driving your car over a 1 meter diameter boulder. When there are hard contaminants in the oil and they are greater in size than average lube film, then 3 body abrasive wear starts to happen. This then leads to surface indentation and scratching, which is a process that can lead to bearing or component failure.
A good average lubrication film thickness in a machine or component is the result of a lubricant operating with an effective viscosity. Assuming the right lubricant viscosity has been selected in the first case, then if the oil is kept clean, meaning that there is a very low level of abrasive particles in it and there is no degrading of the chemical composition of the oil, then the lubrication will do it’s job. – provide an average lubrication film thickness that will separate the metal components and eliminate or reduce wear.
Viscosity changes are the result of oil degradation, contamination, or both. Oxidation is one of the main causes of a viscosity change, as it will cause an increase of viscosity initially and as the oxidation increases the viscosity will then begin to decrease to a dangerous level. The decrease of a lubricants viscosity is the most dangerous effect to any components reliability, as it can lead to the breakup of the lubricating film generation process and increase the wear potential.
The objective of this article is not to understand the chemistry of all the factors that affect a lubricant’s ability to do it’s job, as this is a whole discussion in it’s own right, but more about how to understand what we must do to manage or maintain a good operating lubrication Viscosity. So at this point I will summarize the key points that are important for us to consider in our efforts to use Lubrication Reliability as a strategy to improve equipment Reliability.
- The lubricant film is what ensures the separation of metal surfaces, thereby preventing wear and reducing friction.
- When the oil is contaminated with hard particles greater in diameter than the average lube film thickness, then three part abrasive wear will occur, also leading to wear and increases in friction.
- Chemical changes to the lubricant will also affect the viscosity of the lubricant.
- We should have processes in place to ensure a low level of contamination is present in the operating lubricant.
- We should have processes in place to know when chemical changes are happening to a lubricant in operation.
Understanding Oil Contamination
The number one problem with lubrication today is contamination and this can be particle contamination or chemical contamination or both. A Lubrication Reliability strategy consistently uses three words. These are Cleanliness, Contamination and Control and when combined they are generally used as cleanliness control and contamination control.
I always like to clarify the difference between the two activities, as I see them as just that, two distinctly different activities. However, both need to be considered in ones quest to reach a best practice standard.
Cleanliness control is the processes and tools to ensure only clean lubricants are added to the equipment whereas Contamination Control is the processes and tools to ensure only clean lubricants are operating in the equipment
So why the difference? In lubrication management we spend a lot of time, effort and money to ensure the lubricants operating in our equipment are kept very clean, so why would we add dirty oil to an already clean system, it makes our work even harder, not the mention more costly.
Particle Contamination
The effects of particle contamination on bearing life is supported by a research project conducted by Doctor MacPhearson, which looked at the relationship between filter ratings and millions of bearing cycles to fatigue failure. See figure 2
This research and others conducted on the effect of contamination, conclude the same basic fact – the cleaner the lubricant the longer the machine life.

The International Organization for Standardization created the cleanliness code ISO 4406 to quantify particulate contamination levels per milliliter of fluid at three sizes: 4 micron, 6 micron and 14 micron and it is this code that is used by most companies to set their targets for lubrication cleanliness.
This ISO code is expressed in 3 numbers, for example 22/18/13. Each number represents a contaminant level code for the correlating particle size.
Companies that are managing their lubrication contamination have ISO 4406 targets for different applications and set targets accordingly, depending on the criticality of the machine in their processes. Below are some examples of recommended target levels.
Hydraulics 15/13/10
Turbines 16/14/11
Engines 17/15/12
Gearboxes 18/16/13
Others have overall target levels set for the whole plants. In any case the key is to have a target level and then employ the actions to ensure the target is reached and maintained.
Organizations that are at Best Practice levels in managing their lubrication activities understand that oil can be contaminated in the process from when it is received at the store and when it is running in the machine. The following are some examples of how the lubricant can become contaminated along the way.
- Oil arrives on site. (possible ISO 18/16/13)
- If a drum is left open.
- Dirty stick to check the drum level.
- Oil dispensed with dirty containers.
- Dirt hoses and funnels used.
- Machine running without air breathers.
- Wear debris is being generated in the machine and oil is not filtered. (possible ISO 24/22/11)
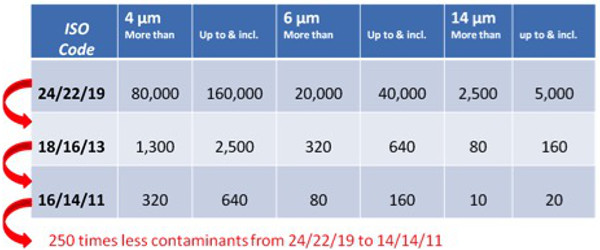
The chart in figure 3 is an example of the reduction of the number of particle in a system if we can move from an ISO code of 24/22/19 to a best practice of 16/14/11. You will note that the number of particles in the oil is 250 times less, when the Best Practice level is achieved.
Additionally, when you consider that the average lubrication film thickness is less than 4 microns, it is easy to appreciate how component wear in a system can occur. The bottom line is that we need to ensure that only clean oil is added to the machine and is operating within it.
Managing Particle Contamination
There are 5 steps we need to consider in managing our oil cleanliness and contamination levels. These are:
- Receipt and of new oil.
- Storage and conditioning of new oil.
- Dispensing of the oil to the machines.
- Stopping contaminants entering the machine.
- Removing contaminants generated in the machine from wear.
- Receiving New Oil
In step 1 it is important to remember that new oil is not necessarily as clean as we would like and if we are serious about our cleanliness standards then we should make sure it is conditioned before use to acceptable standards. If we store oils before use then this needs to occur in a dry and clean location. The drums should be preferably stored horizontally with the two entrances at 9 and 3 o’clock and to ensure they are not kept too long in storage then the first in first out process should also be employed.
- Storage and Conditioning
Best Practice lube storage, is that all new oil is not only kept clean and dry, but the oil is also filtered before it enters the machine. Systems like the one shown in figure 4, filter the oil in three ways, when emptying oil from Drums into the storage tanks, over the storage containers and when transferring the oil to the dispensing container.

- Dispensing of the oil to the machine.
Step 3 involves using dispensing containers that are not only fully sealed, but a dedicated container is allocated for each type of oil. See figure 5. In addition to stopping contaminants entering the oil we also need to ensure that the right lube gets into the right machine and the standard practice is to use a colour coded system of one colour for one type of oil. The storage facility, the dispensing containers and the fill points all need to be labeled.

- Stopping Contaminants Entering the Machine.
All oil reservoirs need to breathe, and unless they are protected this breathing process is a source of airborne contaminants entering the system. The fitting of Air Breathers on the systems preventing water, dust and dirt from entering the system. See figure 6.

- Removing Contaminants Generated in the Machine.
And the fifth step is the process is to filter the system in order to remove any contaminants generated from within, like wear debris for example.
Managing Chemical Contamination.
As mentioned in the article earlier the oil can also be contaminated chemically, for example water entering the system or oxidation occurring within the process. These chemical contaminants will also affect the average lubrication film thickness and any well managed lubrication activity will use an Oil Analysis process to monitor the development of them.
ROI or Return on Investment.
A well structured lubrication strategy will require some investments. The costs are generally associated with the following activities:
- Dedicated lubrication management software.
- A remodeled or a new lube storage area.
- Oil dispensing systems.
- Air breathers.
- Filtering units.
- A labeling discipline.
- Oil Analysis tests
- Lubrication training for dedicated staff.
Depending on how advanced a company is with their existing lubrication strategy and their size, these costs can be anywhere from $20,000.00 to $150,000.00. A lot of money, however it is an investment that will be paid back. The following are three examples of where the investment payback will come from.
- The eliminating of one failed electric motor, due to lack of lubrication.
- The doubling of life of a number of gearboxes due to cleaner oil.
- The reduction in bearing spend, by a conservative 30% annually.
- The doubling in life of all hydraulic systems and pumps.
Conclusion
Lubrication practices within a plant have a direct effect on plant and equipment reliability. When the lubrication is working effectively, wear will be reduced and equipment reliability will be improved. A Lubrication Reliability strategy focuses on all parameters that protect the average lubrication film thickness thereby reducing component wear and increasing equipment reliability. Please feel free to email Ian Knight for any additional information or queries you may have.
Author: Ian Knight










